
There are three arc welding processes that provide nearly miraculous seeming results. Wire Fed Flux Core Arc Welding (FCAW) and Metal Inert Gas (MIG), or Gas Metal Arc Welding (GMAW), produce completed welds so swiftly that it seems almost magical. Tungsten Inert Gas Welding (TIG), also known as Gas Tungsten Arc Welding (GTAW), is difficult to master but produces welds of exquisite quality and exceptional purity.
All three arc welding methods have been adapted to orbital welding. When it comes to MIG vs TIG vs Flux Core, they all have different advantages and disadvantages. They find their best use in different parts of orbital welding, and all three may be combined to complete a single orbital weld in big bore pipe welding and other large diameter pipe welding.
MIG vs TIG vs Flux Core Compared Head to Head
If the only consideration was the strength and quality of the weld bead resulting from welding, then TIG would win every time. However, quality is not the only consideration. TIG welding is difficult to master. The problems in producing welds that lived up to the full potential of the TIG process is what led to the invention of orbital welding in the first place. Only by automating the process could the full potential of TIG be realized repeatedly and reliably.
However, even with the reliability that comes from orbital welding, the process is still very slow. Filling in a thick pipe sidewall using only narrow gap welding is time consuming; on the order of several hours, at least. The process is also not very portable and is sensitive to changes in the air. Wind can blow away the shielding gas and ruin a TIG weld. If you need to weld a pipe to a fixed installation in an outdoor environment, then a tent might need to be erected.
MIG and Flux core welding have the advantages of being much quicker. Filling in that same sidewall thickness with MIG or FCAW will take minutes to an hour instead of several hours. They are also wire fed processes that are very easy to use and incredibly portable. A general comparison of the MIG vs TIG vs Flux core welding can be seen in the following table:
| MIG vs TIG vs Flux Core | |||
| Process | Metal Inert Gas (MIG) Welding | Tungsten Inert Gas (TIG) Welding | Flux Core Arc Welding (FCAW) |
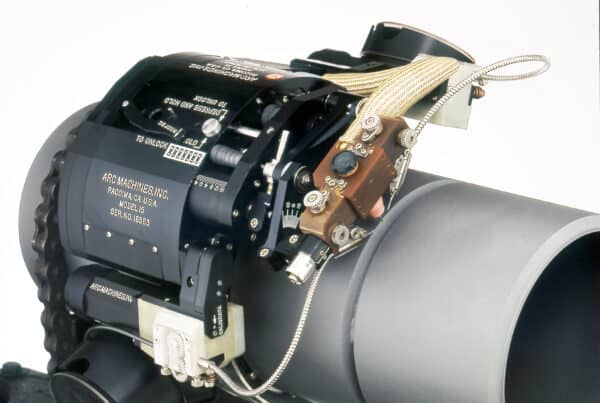
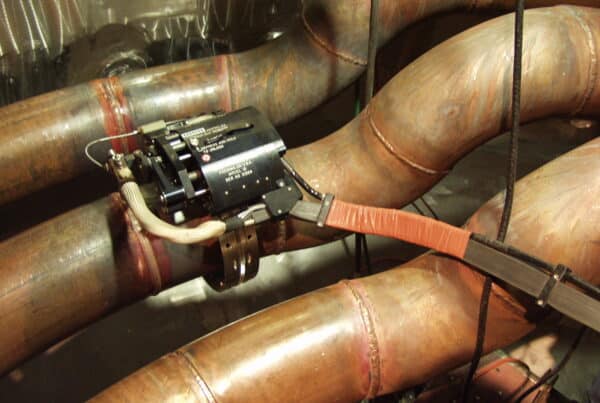
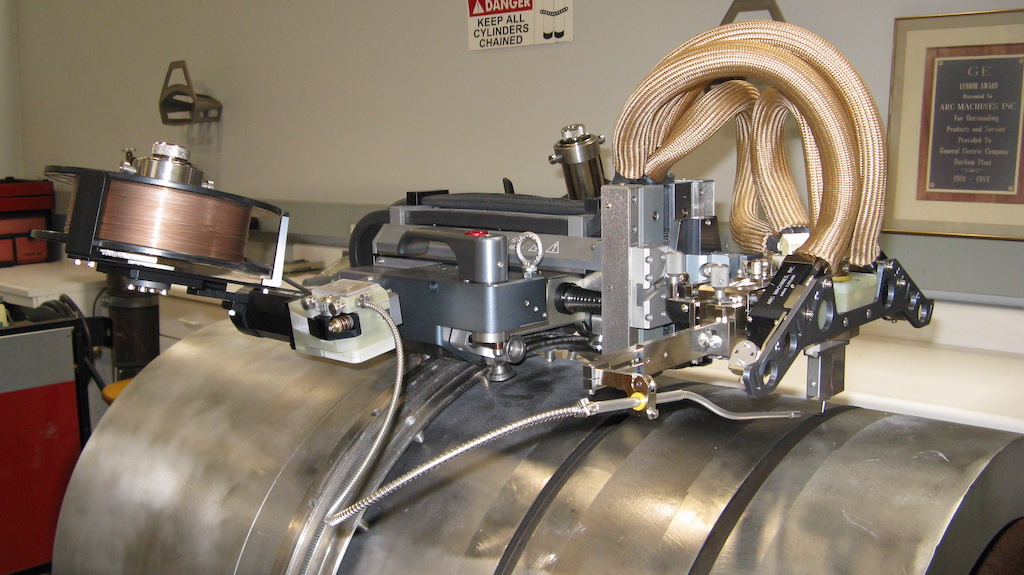
| Image |  |
 |
 |
| Welding Speed | Fast | Slow | Fast |
| Skill Level Required | Beginner to Intermediate | Intermediate to Advanced | Beginner to Intermediate |
| Welding Positions | All positions | All positions | All positions |
| Weld Bead | Thin to Thick | Thin to Thick | Medium to Thick |
| Weld Appearance | Good | Excellent | Average to Good |
| Heat Input | High | Low | High |
| Filler Material | Consumable Wire Electrode | Filler Rod | Consumable Flux Core Wire |
| Shielding Gas | Required (CO2, CO2/Argon Mix) | Required (Argon or Helium) | Not Required |
| Welding Applications | General Purpose | Precision and Critical | Construction and Heavy-Duty |
| Portability | Moderate | High | High |
| Equipment Cost | Moderate | High | Low |
| Versatility | Versatile | Versatile | Limited |
The overall comparison of MIG vs TIG vs Flux core suggests that TIG should be used when quality of the weld is primary consideration. When sanitary welding standards for pharmaceuticals or biopharma need to be met—welding food grade stainless steel pipe for example—the entire depth of the weld should be welded with TIG.
In more forgiving welding applications, like in the petrochemical industry, the quality of TIG welding is really only needed to resist the corrosive properties of the petrochemical products in the line. This means the root pass will need to be TIG welded while the rest of the sidewall thickness can be filled with MIG or FCAW, saving substantial amounts of time on the project overall.
MIG vs Flux Core: Choosing a Wire Feed Winner
MIG and Flux core are so similar from the operators standpoint that many welders refer to FCAW as MIG welding reflexively. They are both wire fed processes. The equipment looks almost identical save for the fact that FCAW does not require shielding gas and lacks the appropriate fittings. However, at the structural and molecular level they are substantially different.
MIG Welding
MIG is a gas shielded process, and it requires a lot less amperage to strike an arc and maintain it. This produces purer welds compared to FCAW. It also translates to less heat and a reduced arc welding heat affected zone. The process performs better on thin walled materials and metal like stainless steel that can distort with too much heat; reduced heat though can result in a lack of penetration. Poor sidewall fusion has also been an issue when MIG welding has been adapted to orbital.
Flux Core Welding
Flux core is a wire feed welding process like MIG. However, it depends on a core of flux in filler wire to create a pure metal weld. When the arc is struck, the flux melts along with the metal, bonds with any impurities and floats to the surface of the weld where it protects the weld from further intrusion. This results in a structurally strong weld, but one that is more mixed than either TIG or MIG welds.
Properly performed MIG welds are objectively of metallurgically higher quality than equivalent FCAW due to the gas shielding. However, it is an extraordinarily fast welding process, incredibly portable, and can produce acceptable welds in poor environments. If one was forced to weld in the midst of a hurricane, Flux core would be the process to use if options were provided.
When it comes to MIG vs TIG vs Flux core, it is often a matter of choosing which two to use rather than choosing any single one. If it does come down to only choosing one arc welding process, then TIG is going to be the one to choose. The only other welding processes that come close to the strength and quality of TIG welding is Plasma Arc Welding (PAW), really a type of ultra high heat arc welding that converts the shielding gas to plasma, and laser welding. Both are substantially more expensive and less portable than TIG.
When it comes to combining two processes from the MIG vs TIG vs Flux core spectrum, the rule should be a TIG root pass covered by an FCAW cap when the welding environment is outdoors or otherwise challenging. Quality of welding though demands either straight TIG or a TIG root pass with a MIG cap.
Arc Machines is a long time leader in robust and reliable orbital welding equipment for pipe and tube welding. Capable of meeting the demands of sanitary welding and delivering high quality root passes for combination welds utilizing MIG vs TIG vs Flux core as the situation demands. Contact us to find out more about our equipment or ESAB’s lineup of MIG orbital welding equipment and manual FCAW.