Pipe is notoriously challenging to weld; welders must manage constant changes in arc length. Positioning as the welder moves around the pipe is seldom optimal. The difficulty is high enough that many would prefer to position the electrode in a fixed position and rotate the pipe beneath instead.
This is the logic behind 1G pipe welding, a pipe welding qualification where the weld head and electrode are in a fixed position, and the pipe is rotated using a welding positioner. This is far easier than the 5G welding position. However, 1G pipe welding does have some limitations that reduce the applications where it can be employed.
Why and Where Is 1G Pipe Welding Used?
The 1G pipe welding position is a clever way of achieving many of the advantages, like precision and safety, of an orbital welding system. However, instead of the weldhead moving, it remains fixed as the entire circumference of a pipe is welded in the flat position. This has more than a few advantages in how the weld is formed. These advantages include:
- Weld Quality: Welding in the flat position is considered one of the most accessible positions to weld. Gravity helps pull the molten metal into the weld, assisting in penetration and fusion and enhancing weld quality.
- Weld Strength: The improved quality of the weld, fusion, and penetration enhances the strength of the weld and improves the speed of completion. It is possible to make equally strong welds in horizontal, vertical, and overhead positions; it just takes more time and effort.
- Reduced Skill Requirement: 1G pipe welding also has a significantly reduced skill level compared to other pipe welding positions. This allows strong welds to be made quickly without an exorbitant skill or labor requirement.
However, the distinguishing feature of 1G pipe welding is that the pipe is free to rotate. This means that the pipes being joined cannot be fixed into place. A welder can’t use 1G pipe welding to permanently join a pipe or tube into its final fixed position in a facility. It can, however, be used to join lengths of pipe together into longer segments or build up a pipe’s surface.
If you’ve ever wondered how miles—or kilometer—lengths of pipeline are created in the first place, 1G pipe welding is the answer. Although the applicability of the welding position is limited, 1G pipe welding can be used to minimize the amount of in-place pipe welding that needs to be done. With additional equipment that can push or pull the pipe, it can also be used for cladding and overlay for a pipe. The Inconel cladding process can turn a cheap steel pipe into a corrosion-resistant vessel for chemical processing. Although cladding requires some very high-specification arc welding processes to be used with 1G pipe welding.
Welding Processes Used With 1G Pipe Welding
1G pipe welding starts as a partly automated process, and although it can be used with manual welding processes, this is rare. On the lower end of the sophistication scale, this can be as simple as a welder with a Shielded Metal Arc Welding (SMAW) electrode, welding sections of pipe turned by a cordless drill with a special bit. This is rare, though, as the need to regularly stop and swap out the electrode undoes many of the advantages of 1G pipe welding. Semi-automated processes like flux core arc welding (FCAW) and Gas Metal Arc Welding (GMAW) are better options but still somewhat rare. There is a substantial amount of setup required.
Fully automating these processes is more common, using FCAW or GMAW weldheads adapted to be fixed into place. The standard for 1G pipe welding is using high heat and high-speed processes like Submerged Arc Welding (SAW) and Plasma Arc Welding (PAW) to, in effect, brute force these welded joints quickly.
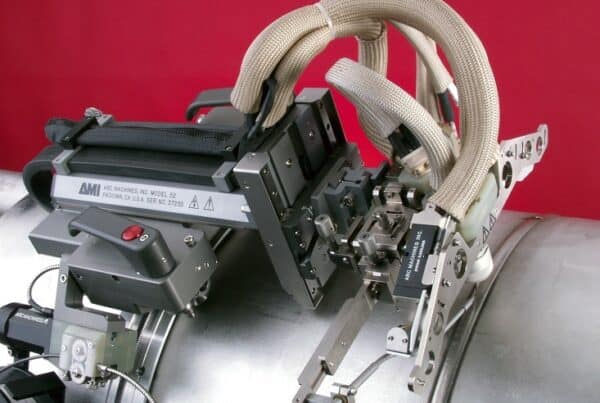
Gas Tungsten Arc Welding (GTAW) is not the most obvious choice for 1G pipe welding. While it is a high-purity welding process for pipes, it is also rather slow. In many cases, too slow to keep with the pace of the pipe rotating beneath it. This limits GTAW’s deployment in 1G pipe welding, even though the combination offers some of the most high-quality welds. However, orbital weldheads like the Model 2 or the Model23/M60 can be adapted to 1G pipe welding. Hot wire GTAW enhances welding speed and allows 1G pipe welding to create superior quality welds compared to other processes.
Arc Machines, Inc. provides high-quality GTAW orbital welding heads and power supplies for GTAW 1G pipe welding and exterior or interior diameter cladding. Contact us to discuss your specific needs.