Welding a large bore pipe is a big job. Big bore piping is generally defined as having an interior diameter of two inches—approximately five centimeters—or more, but pipes are most often referred to as “large bore” when they are 30 inches in interior diameter or larger. This is about the diameter at which welders can be reasonably expected to crawl inside the pipe, and many, though not all, pipes of this size may need inside diameter welding in order to meet welding production specifications. Whether or not this is the case, it is clear that big bore pipe welding requires a significant amount of welding for each joint. The most efficient way to produce welds of length, depth, and size quickly and reliably is with the use of an automated orbital welding machine.
What Orbital Welding Brings to Large Bore Pipe Welding
Welding pipes with walls thinner than an eighth of an inch (about three millimeters) is straightforward. Even large bore pipes with walls this thin can be welded in a single pass. However, when the thickness of the pipe wall is higher, welding a pipe joint becomes a process requiring multiple passes around a large circumference. Orbital pipe welding brings several advantages to the complex task of big bore pipe welding:
- Individual orbital welding passes can complete the entire circumference of a pipe without stopping and restarting.
- Orbital welding reduces the time it takes to complete each pass, which lowers the overall time it takes to complete a joint.
- Orbital welding results in a higher quality weld since the welding machine controls and monitors all process parameters. By not starting and stopping during passes, mechanized welding also offers fewer opportunities for voids, inconsistencies, or inclusions to form in the weld, improving weld strength overall.
The advantages of the orbital welding process result in a weld that is much more consistent–and therefore higher quality–than a manually performed weld. Due to the diameters involved in welding large bore pipes, the time, labor, and cost advantages tend to be exponentially magnified. On truly big bore pipe welding projects, orbital welding should be the first welding process considered to ensure the job is completed as scheduled.
Choosing an Orbital Welding Process for Large Bore Pipes

There are numerous types of manual arc welding processes, but fewer types of orbital welding, which tend to be limited to processes using a wire feed, inert gas shielding, or a combination of both.
Three types of orbital welding are well suited for use on big bore pipes:
- Flux Core Arc Welding (FCAW): In this welding process, the arc is continually fed with a tubular wire electrode filled with flux. The flux bonds with impurities and floats to the top of the weld where it solidifies, keeping the weld pure. It creates welds very quickly, and the use of flux means that it is a forgiving welding process that can be used expediently in the field.
- Gas Metal Arc Welding (GMAW): Also called metal inert gas (MIG) welding, this process uses continuously fed wire surrounded by a shielding gas to prevent contaminants like oxygen or hydrogen from meeting the molten metal. It is a quick process, but the shielding gas can be disrupted by environmental factors, which may compromise the weld.
- Gas Tungsten Arc Welding (GTAW): Also called tungsten inert gas (TIG) welding, this process uses a non-consumable tungsten electrode to create an arc. It can be fed by a continuous wire or performed without filler material. While GTAW tends to be a slow process and has the same susceptibility to environmental factors as GMAW, it has the advantage of creating very pure, fine, and consistent welds.
GTAW produces no sparks or spatter and makes the neatest and cleanest welds of the three processes above. This also typically translates into greater strength and durability over time for the weld. Choosing GTAW orbital, rather than manual, welding allows a project to take advantage of the benefits of GTAW, such as strength and consistency, without the inefficiency of the manual process.
Why Choose GTAW for Big Bore Pipe Welding
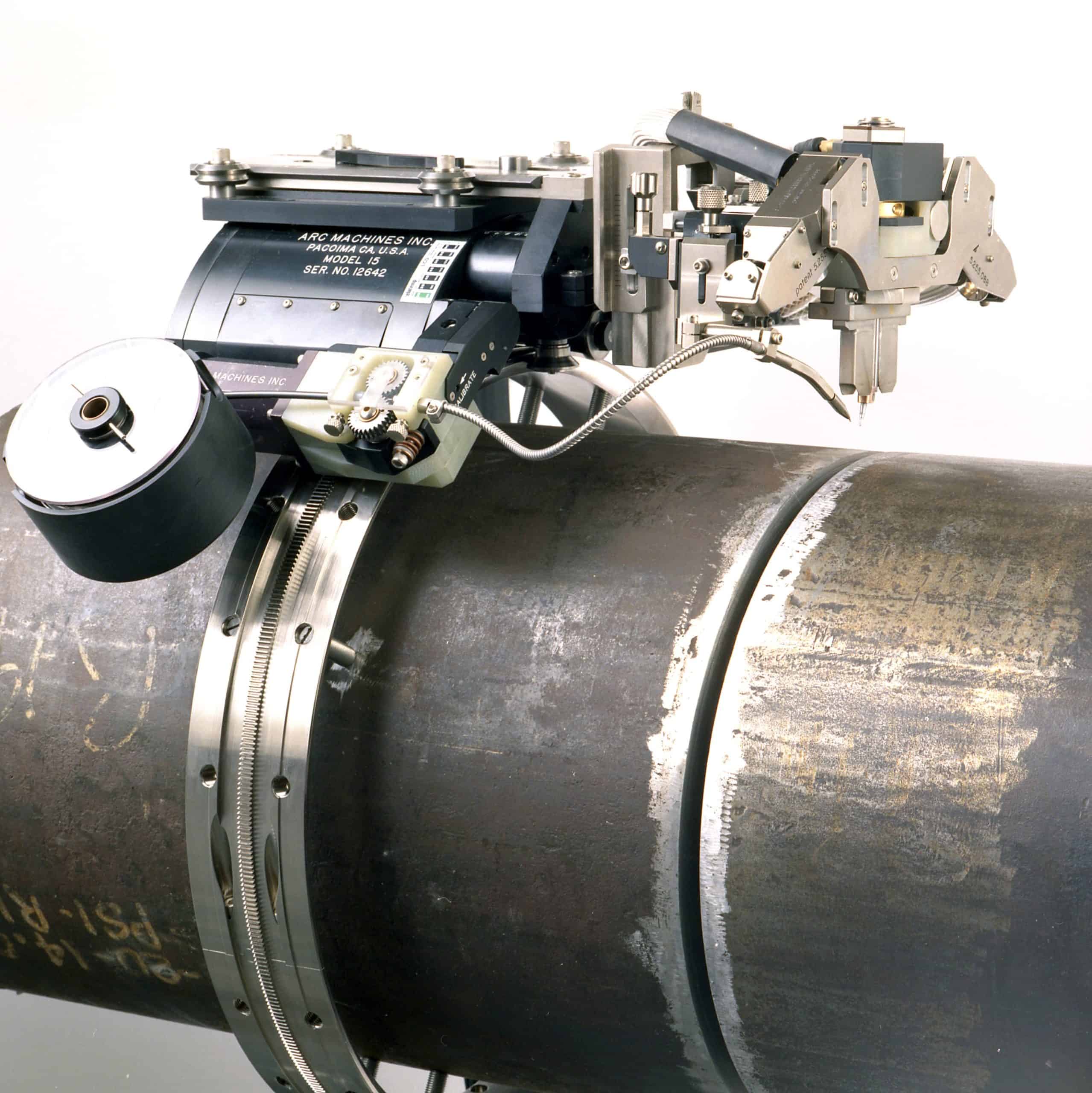
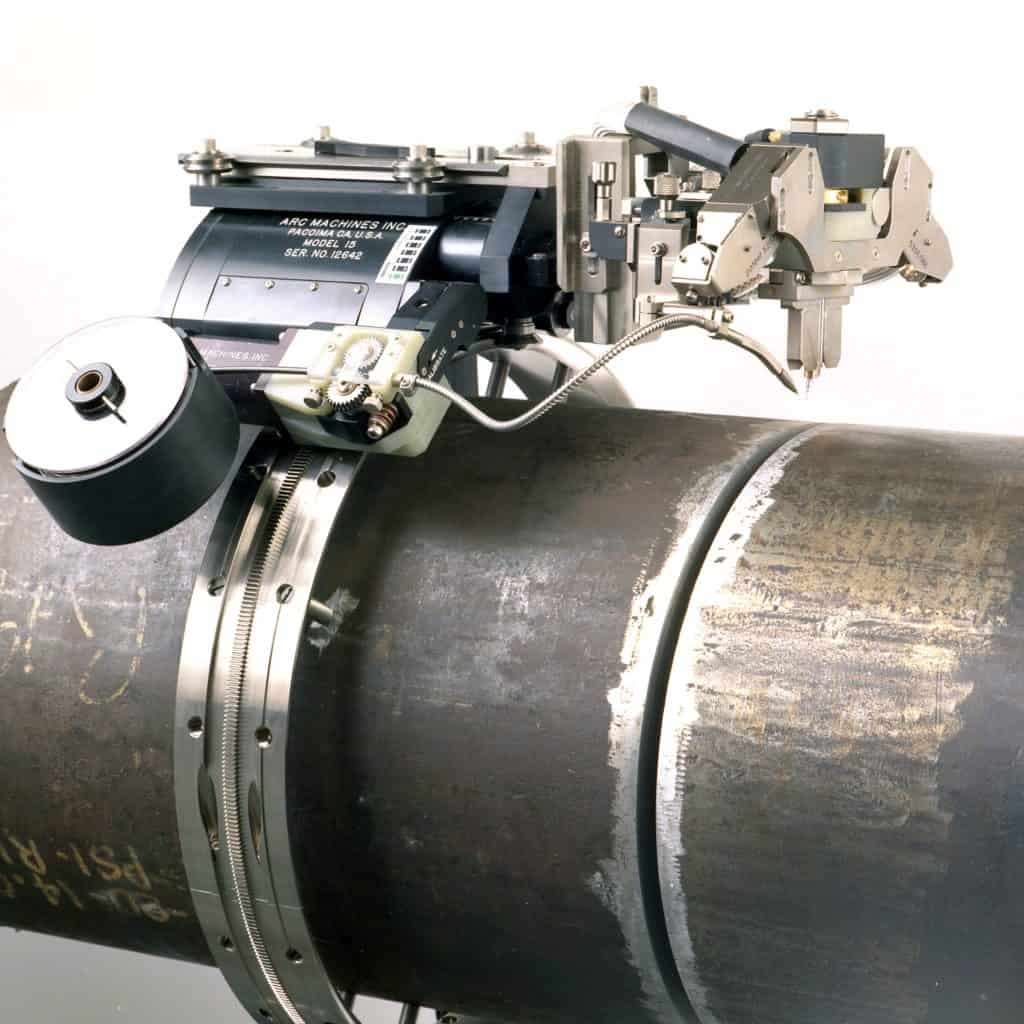
As well as being more efficient, GTAW orbital welding also offers a more manageable learning curve than manual TIG welding and makes the welding process far less taxing physically. An orbital GTAW weld head, which includes the torch, mounts to a track that encompasses the entire exterior or interior circumference of the pipe being welded. There is effectively no upper limit to the size of pipe that can be welded using a high-quality large diameter pipe weld head. Once a guide ring is mounted to the pipe and the controller is programmed, then the welding process is simply a matter of letting the weld head follow its preprogrammed routine for each pass. The orbital welding machine–rather than a human welder–is responsible for keeping the electrode steady and the fill material in alignment with the electrode, and maintaining the proper angle of the assembly relative to the weld.
Orbital welding allows GTAW welds to be produced consistently and precisely without the enormous effort involved in finding or training highly skilled and experienced manual welders. Orbital GTAW also brings the speed of automation to the job site, allowing GTAW welds to be produced with machine-like reliability, efficiency, and precision. GTAW orbital welding delivers cost-saving quality, ease of use, and speed to each joint of a big bore pipe welding project.
Arc Machines, Inc. specializes in GTAW orbital welding systems, offering a range of orbital weld heads and power supplies for large bore pipe welding. For inquiries regarding products, contact sales@arcmachines.com. For service inquiries, contact service@arcmachines.com. Arc Machines welcomes the opportunity to discuss your specific needs. Contact us to arrange a meeting.



