
When welding a joint from one end to the other, welders use two common ways— butt weld and fillet weld. Butt weld is when the edges of two workpieces are joined end-to-end. But when the weld is made at an angle, the fillet weld is the technique to go for. Usually seen when welding T-joints, corner joints, or lap joints, the fillet weld can be done continuously or intermittently, depending on the requirement.
When pipe welding, fillet welds are used for connecting fittings like elbow joints. However, to ensure a strong connection, the fillet weld requirements must be identified and differentiated from the butt weld technique. Let us look at what a fillet weld is and when a multi-pass weld may be required.
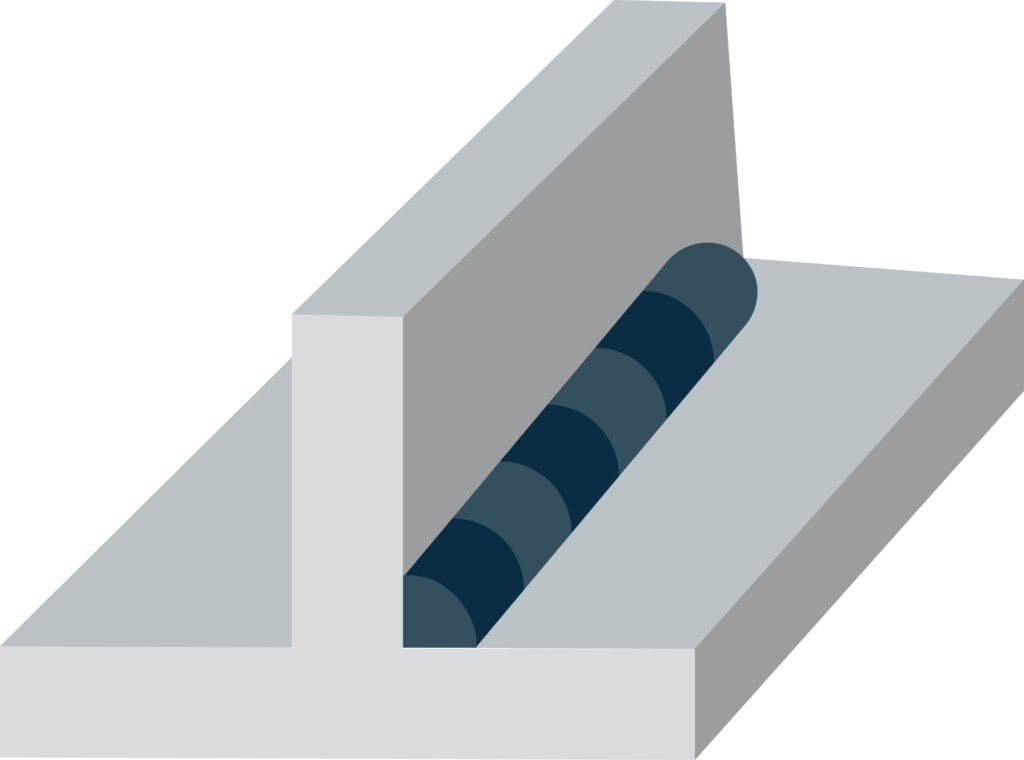
What Is a Fillet Weld?
AWS defines fillet weld as “ A weld of approximately triangular cross-section joining two surfaces approximately at right angles to each other in a lap joint, T-joint, or corner joint.”
A typical cross-section of a fillet weld include:
Root– the innermost part of the weld
Toe– the two points where the weld and the base metal meet
Face– the outermost surface of the weld
Leg– the distance from the root to the toes of the weld (weld size)
Throat– the distance from the root to the face of the weld
When performing a fillet weld, the welders should be aware of the following:
- The weld surface should be at 45 degrees for both base metals
- The throat thickness should at least be equal to the thickness of the base metal
- Higher heat input is required to fillet weld the same thickness as butt weld
Fillet welds are quite challenging to create with perfection. It is usually difficult to achieve complete weld penetration with fillet weld, especially for metals with thicknesses greater than 4.8mm. Any weld defects created during the process are also difficult to detect through visual or non-destructive testing means.
Welders usually opt for multi-pass fillet weld to address the issue of complete defect-free fusion.
Multi-Pass Fillet Weld for Pipe Welding
Pipes come in various sizes, with average thickness in the oil and gas industry ranging much higher than 4.8mm. When connecting components such as the socket weld fittings to a pipe, more than a single pass may be needed to achieve the desired fillet size. And the risk with smaller throat thickness is that it needs more weld strength. So, the fillet weld is generally associated with pipes of smaller diameters.
When multi-pass fillet welding is necessary, it is crucial to consider distortion issues. The high heat input accompanied by the large volume of filler metal used during multiple passes expands and contracts, leading to distortion. This distortion of the metal leads to the formation of cracks along the weld or even the bursting of the pipe. The high heat input makes it difficult to perform the weld in overhead and vertical positions.
It is, thus, essential to adopt the right welding procedure and solutions in place. The basics to keep in mind are– ideal heat control, adequate filler volume, and a balanced weld profile.
AMI’s Solution for Multi Pass Fillet Welds
To create a successful fillet weld for a pipe-to-pipe or pipe-to-fitting joint, AMI has solutions such as the Model 13 weld head. The auto weld head can directly mount onto the elbow and facilitates connection for thicknesses up to 1.375 inches and for angles ranging from 42.5 to 199 degrees. Operators can also make use of the monitoring system to keep track of the process and identify the defects in each pass. The early detection of defects makes the welding process cost-effective and productive.
Arc Machines, Inc provides a range of weld heads and power supplies to create a multi-pass fillet weld. For product inquiries, contact sales@arcmachines.com. For service inquiries, contact service@arcmachines.com. To develop a custom solution, contact us to arrange a meeting.



