Welders are very familiar with the fusion zone in welding. When the fusion zone looks like stacked dimes, they call their friends over to take a look. When it looks like a squashed or otherwise ailing caterpillar, they slink away to find an angle grinder. The fusion zone in welding is the bead itself, as well as where the bead connects to the surface.
If it is melted metal rather than merely heated, it is a part of the weld fusion zone. Some of the defects that can intrude into this zone are obvious. Porosity and inclusions are often evident to the naked eye, and if they are not, a range of non-destructive testing techniques can uncover them. More subtle flaws, like those due to excessive heating, underheating, and inadequate but still consistent shielding, are less obvious. Awareness of these potential issues is not any less important.
Fusion Zone in Welding: Common Errors and Resulting Flaws
The fusion zone in welding can be subject to a wide variety of rather apparent flaws that can be detected with a welding visual inspection. For the most part, these result from a failure to properly clean a weld or to adequately shield the weld from the surrounding atmosphere while it is molten. Still, other flaws and defects result from a failure to properly match travel speed and temperature. These can be seen in the table below:
| Common Defects of the Fusion Zone in Welding | ||
| Defect Type | Visual | Causes |
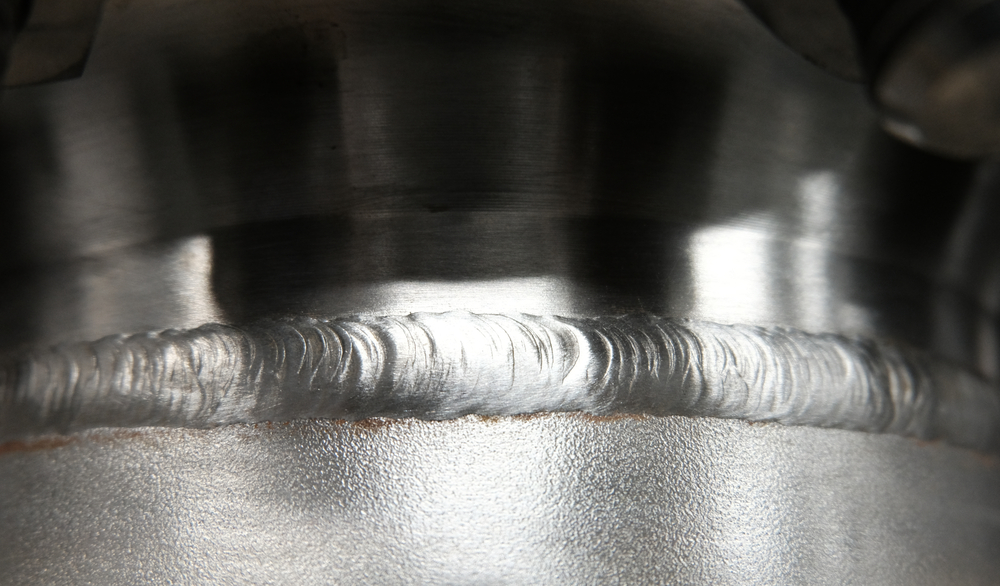
| Undercut |  |
Undercutting is a flaw where the edges of the base metal become molten and drain into the weld without being replaced by fill metal. It is caused by excessive heat combined with a too-fast travel speed. |
| Spatter |  |
Some weld spatter is to be expected. However, excessive weld spatter can interfere with flush surfaces and proper fit-up. It is caused by excessive current and heat in the weld, excessive arc gap, or a combination of the two. |
| Inclusions |  |
Inclusions are metallic or nonmetallic discontinuities in the weld. They can be caused by oxides on the base material surface that weren’t properly removed or nonmetallic substances like coatings or oils that became mixed into the weldment. |
| Cracks | Cracks are caused by tensile exceeding the base strength of the weld. They can have a variety of causes, but one of the most common is excessive heat input followed by being allowed to cool too quickly. | |
| Porosity |  |
Like inclusions, porosity is caused by foreign materials mixed into the weld. However, these materials escape the weld due to heating into a vapor state, leaving void spaces behind that form a structural weak point in the weld. |
| Lack of Fusion |  |
A lack of fusion is often caused by inadequate heat input into the weld caused by a quick travel speed that causes inadequate deposition into the weld and leaves a large area of the weldment unfilled. |
| Overlap |  |
Weld overlap is often caused by a slow travel speed that allows material deposition to overtop the bounds of the weldment. Combined with inadequate heat, this leads to a weld cap that is too large and inadequately fused with the base material on either side of the weldment. |
These are the common errors that almost every welder has encountered in the course of their career. Often, they’ve long since learned how to avoid them in whatever arc process that they are well versed in. There are, however, other changes that take place within the fusion zone in welding at the microscopic level as the metal melts, cools, and crystallizes, or fails to do so in an adequate way. These potential flaws happen across welding processes and are entirely due to heat.
Ferritic, Austenitic, and Martensitic Metals in the Weld Fusion Zone
Ferritic, austenitic, martensitic, and stainless steels are often treated as separate alloys in engineering and metalworking. There is some truth to this, with ferritic vs. austenitic vs. martensitic stainless steels essentially being marketed as different alloys. Indeed, comparing some ferritic vs. austenitic stainless steels show that austenitic stainless steels frequently have greater chromium content compared to their ferritic counterparts to enhance their austenitic properties.
The actual difference is in their crystalline structures. Ferrite is the alpha phase of iron with a body-centered cubic crystal structure. Ferritic steels and stainless steels get their name from the presence of ferrite in their makeup. Austenite, on the other hand, is a face-centered cubic structure of iron that is less susceptible to most corrosion. Martensite, in comparison, is a brittle solution of iron and carbon that is body-centered and cubic at low carbon concentrations but has a tetragonal—rectangular—structure at high concentrations.
These different phases of iron or iron and carbon are the direct results of heating and cooling. Improper or uncontrolled heating and cooling of the fusion zone in welding can result in the creation of these iron phases in proportions that can potentially weaken the metals in undesirable or dangerous ways. This is a process of micro-segregation of metal states of the fusion zone in welding. One that isn’t restricted to ferritic, austenitic, and martensitic iron in steels and stainless steel. It can also affect other metals like nickel and cupro-nickel superalloys.
Preventing Errors in the Weld Fusion Zone
Heat management is the solution to managing the fusion zone in welding and the arc welding heat-affected zone that surrounds it. Avoiding the negative impacts of heat in the weld fusion zone can be achieved through a combination of choosing the right welding processes and developing the correct welding parameters.
Gas-shielded arc welding methods like Gas Tungsten Arc Welding (GTAW) or Gas Metal Arc Welding (GMAW) allow a greater level of heat management than other arc welding processes. This heat control can be further enhanced through automated welding processes. Either robotic arms equipped with GTAW and GMAW weldheads, or for tube, tube to tubesheet, and pipe welding automated orbital welding systems. This automation helps to prevent both visually detectable flaws in welding and, through its enhanced heat controls, can help minimize microscopic changes in the weld grain structures that can become critical errors in the fusion zone in welding processes.
Arc Machines Inc. is the long-time leader in manufacturing orbital welding equipment that sets the standard for precision and purity for the fusion zone in welding beads for aviation, petrochemical, and biopharmaceutical industries. Contact AMI to learn more about our equipment and find the orbital welding system that sets new standards for quality in your industry.



