The welding that most people are familiar with is manual arc welding, in which the quality of the weld depends entirely on the skill and experience of the person moving the metal. Manual welding is subject to inconsistencies due to fatigue, inattention, and distraction, which alter the weld’s properties. In many applications, these inconsistencies aren’t significant enough to matter. But in the pipes that feed fuel to rocket engines, carry hydrocarbons into refineries, and provide power turbines with high-pressure steam, weld inconsistencies can cause catastrophic failure.
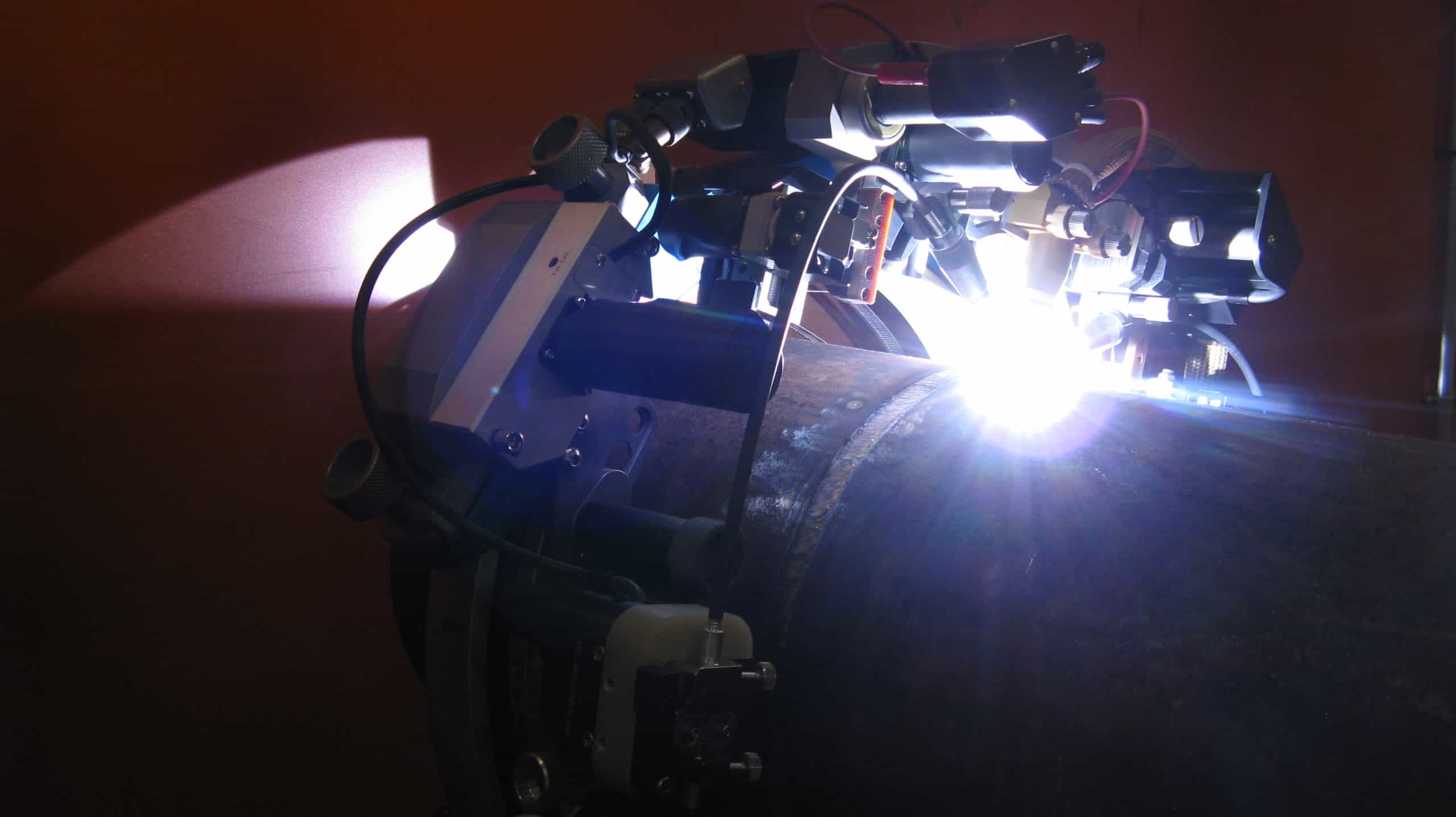
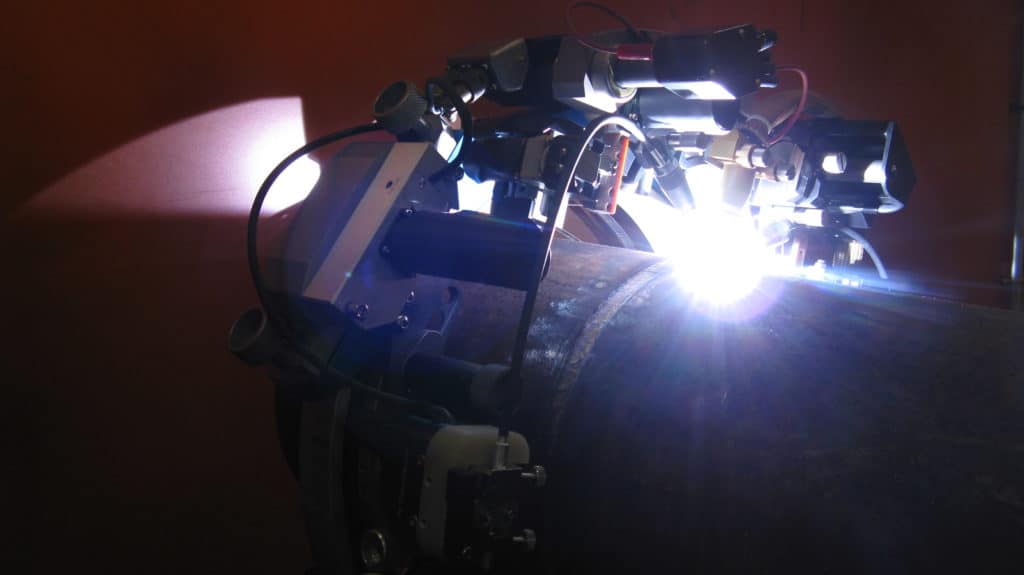
Orbital welding is designed specifically to remove these types of inconsistencies from sensitive pipe and tubing welds by turning over the speed, fill rate, and pattern of the weld to a machine that doesn’t get distracted or weary. Unsurprisingly, then, comparing orbital welding vs. manual welding reveals that automated orbital welding reliably produces a more consistent and precise weld. As the engineering tolerances for many industries that use pipes and tubing grow ever more stringent, the precision and reduced rejection rates offered by orbital welding make it more cost-effective than ever.
Types of Manual Welding Processes

Manual welding processes have been around for longer than most realize. Humans were pressure welding metal–essentially hammering together two pieces of metal until they fused–long before writing developed. However, welding recognizable as such to modern eyes didn’t come along until the early twentieth century.
Today, the most common manual arc welding processes are:
- Shielded Metal Arc Welding (SMAW): More commonly called stick welding, SMAW uses a consumable alloy electrode coated in flux (the stick). When an arc is struck, the stick melts into the weldment while the flux bonds with contaminants and floats to the surface where it forms slag that is removed from the surface of the weld.
- Gas Metal Arc Welding (GMAW): Also called Metal Inert Gas, or MIG, this welding process uses a continuously fed wire as an electrode. An inert shielding gas, usually argon, carbon dioxide, or a mix of the two surrounds the molten metal and prevents contaminants from entering the weld.
- Flux Core Arc Welding (FCAW): FCAW is another type of arc welding that uses a continuously fed wire as an electrode. This method usually uses a wire with a core of flux that protects and removes contaminants from the weld instead of shielding gas. However, there is a FCAW process that uses shielding gas called Outershield. More critical welds using the FCAW process will use the Outershield solution to improve the weld quality while still maintaining the high deposition rates associated with FCAW.
- Submerged Arc Welding (SAW): This older form of welding uses a continuously fed wire as an electrode, and essentially buries the weld in flux deposited from a weld head as the weld progresses. SAW has fallen out of use as a manual process and is usually used as an automated process.
- Gas Tungsten Arc Welding (GTAW): Also commonly called Tungsten Inert Gas (TIG) welding, this welding process uses a non-consumable tungsten electrode. The electrode and the weld it creates are shielded with an inert gas while the tungsten electrode is used to create a narrow arc that can be directed at the workpiece with a fine degree of control. GTAW welding is the most precise and clean manual arc welding process, but also one of the most difficult to learn.
- Plasma Arc Welding (PAW): PAW welding can be thought of as a more sophisticated type of GTAW welding that also uses a non-consumable tungsten electrode. It uses two types of gas: one generates plasma and the other shields the weld. PAW welding is typically automated; manual PAW is a recent development.
Regardless of the type of welding process, the concept behind each of these types remains similar. The welder strikes an arc, heats the metal, and guides its deposition into the joint being welded. However, the devil is in the details, and a welder who thinks that extensive experience with SMAW prepares them for GTAW is in for a rude awakening. The properties of the arc, how the metal is deposited, and how contaminants are kept out or removed in each process are very different. These differences help determine the quality and precision of the final weld.
Orbital Welding Vs. Manual Welding: How Orbital Makes High-Quality Welds Easy
In SMAW and FCAW, the flux not only shields the weld but can also remove some intruding contaminants from the weld, and this makes these welding processes forgiving. They can be used easily in remote locations with little shelter from the environment. Flux-based weld shielding also gives the welder more options for how they approach the weld. The angle of approach and rate of travel matter less when you cannot lose or outrun your shielding gas. The price for this forgiving nature is that the properties of the resulting weld can be inconsistent as the welder changes position or travel speed, or loses stability trying to reach an inaccessible joint. The SAW process can also offer challenges maintaining flux coverage correctly when welding out of position.
The welds produced by gas-shielded weld processes are more consistent than those relying on flux. The welder must stay within tighter parameters just to be able to strike and maintain an arc. The result is a more mechanically consistent weld that can only be produced by a skilled and experienced welder. The biggest advantage of orbital welding vs. manual arc welding is that these skills are transferred to an automated system to make high-quality, consistent welding easy and easily repeatable.
The chart below compares manual and automated orbital GTAW pipe welding:
| GTAW Manual Welding | GTAW Orbital Welding |
| Supports fusion (autogenous) welding. | Supports fusion (autogenous) welding. |
| The filler material is a rod rhythmically dipped into the weld puddle by the welder. | The filler material is a continuously fed from a spool of wire with a preset speed. |
| Welding is typically performed a quarter of a pipe at a time as the welder changes positions to be able to reach the entire pipe circumference. | The weld proceeds continuously at a steady pace as the weld head travels around the pipe. |
| Weaves and other patterns are up to the welder to perform, and are subject to disruption due to fatigue and the welder’s ability to brace themselves during the weld. | Weld patterns are programmed into the power supply and performed automatically by the machine without issues due to fatigue or discomfort. |
| Subsequent passes to fill the weld may need to use a wire feed system to fill the joint in a timely manner. | Since orbital GTAW welding already uses a continuous feed, subsequent passes can continue using the GTAW process. |
| Welding efficiency is limited by the availability of skilled welders. | Identical welds can proceed simultaneously using multiple orbital welding machines. |
| Inconsistent weld joints or profiles can be compensated for by the welder’s capability on-the-fly. | Consistent weld joint and preparation required for consistent weld results, unless the system is equipped with “smart” technology that allows it to adapt to deviations in the joint. |
Most manual arc welding processes have been replicated in an automated form in order to offer a consistent weld process that can be relied upon to meet quality standards and project deadlines. Project managers considering orbital welding need to answer two questions: whether a job needs the levels of productivity and consistency that only orbital welding can provide and what type of orbital welding is needed.
Choosing an Orbital Welding Process
Perhaps the best advice that can be offered when comparing orbital welding vs. manual welding is that precision work demands orbital welding. And if a project is sensitive enough to variation that it demands orbital welding, then the most precise and dependable type of orbital welding should be used. For most applications, that means GTAW orbital welding.
No other welding process combines strength, consistency, and precision arc control like GTAW. Orbital GTAW makes it possible to use the fine degree of control and regular bead formation of this process to weld a wide range of joints and connections. If a tube or pipe project demands precision, it demands GTAW orbital welding.
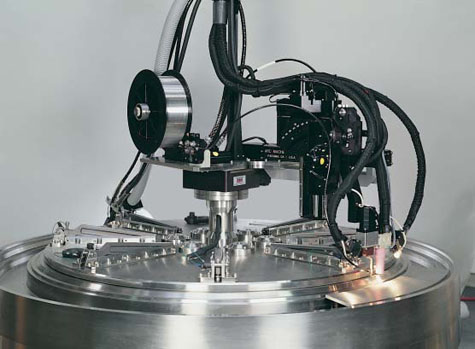
Arc Machines, Inc. specializes exclusively in GTAW orbital welding equipment that provides unmatched control over your welding process. For inquiries regarding products, contact sales@arcmachines.com. For service inquiries, contact service@arcmachines.com. Arc Machines welcomes the opportunity to discuss your specific needs. Contact us to arrange a meeting.



