Gas tungsten arc welding (GTAW), also called tungsten inert gas (TIG), arc welding is one of the most precise and controllable types of welding there is. Of the common types of arc welding used on construction sites or in manufacturing plants, GTAW offers the cleanest welds by far. A great deal of that control and precision can be attributed to the choice of GTAW tungsten electrode type. The metal that the tungsten electrode is alloyed with changes the way the electrode starts, how the tungsten handles temperatures, and the qualities of the final weld.
The choice of tungsten grind angle, however, is also critical. The depth of penetration, width of the weld, and how much of the base material is affected by heat are all determined by the tungsten grind angle. In orbital GTAW welding, where quality is the paramount concern, pairing the correct type of tungsten with the correct tungsten grind angle is vital.
The Basics of Tungsten Electrodes
The most fundamental consideration for choosing a tungsten electrode grind angle is the amount of heat that a particular grind angle can endure before it begins to suffer from spitting. When a tungsten electrode spits, particles of tungsten come free and end up in the molten puddle, creating a tungsten inclusion in the weld. Tungsten inclusions should be avoided in any GTAW welding project, but in demanding fields like aerospace, nuclear power generation, and semiconductor manufacturing, in particular, they are unacceptable.
Striking an arc is more difficult with blunt tungsten grind angles and the arc can also wander more during welding.
In manual GTAW welding, the general rule is that the more acute or narrow a tungsten grind angle is, the more vulnerable it is to spitting. The sharpness of the point means that there is less surface area over which heat can dissipate. This higher heat level in a more focused area allows for better penetration for the amperage used. However, this focused heat also means that burrs remaining from grinding the tungsten can melt free and form tungsten inclusions in the weld. At very high amperages, the focused heat can even cause the point to melt off and become a large tungsten inclusion. As a result, sharp tungsten grind angles are usually reserved for low amperage welding.
Blunt tungsten grind angles can distribute heat across a wider area, are less subject to spitting, and can endure more heat. They are considered by many to offer better penetration, but this is really due to their ability to withstand the heat needed to obtain greater penetration. Blunt tungsten grind angles have their own disadvantages as well. Striking an arc is more difficult and the arc can also wander more during welding, while the heat also affects a much wider area around the weld.
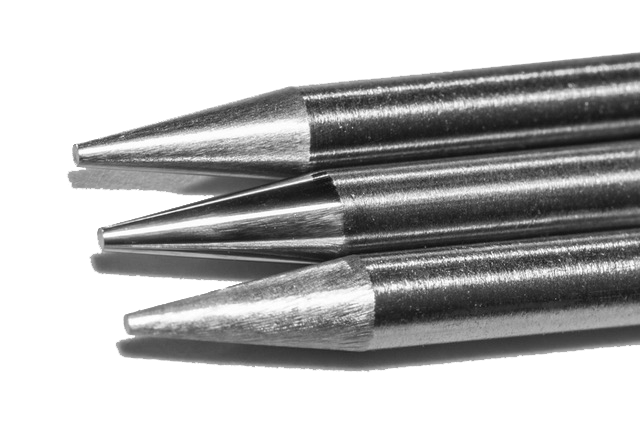
Common Tungsten Electrode Grind Angles
In manual GTAW, blunter electrodes are generally used in situations where a higher amperage is needed. Thin-walled materials, or other lower amperage tasks where heat effects need to be limited, call for a sharper tungsten grind angle. This thinking informs most tungsten electrode choices for manual welding. There are four tungsten grind angles that are commonly used, ranging from blunt to rather sharp.
The strengths and disadvantages of these common angles are listed below:
- 60° Point: This grind angle creates a blunt point that offers good weld penetration and resists spitting. Arc start can be difficult and arc stability can suffer at low voltages. However, due to the purity of the resulting welds and the ability to increase amperage levels for greater penetration, tungsten grind angles of around 60 degrees are often used for applications that require a high degree of cleanliness and where a wide heat effect is desired, as in the welding of wide groove welds.
- 30° Point: A medium-tapered tungsten grind angle, this is as close to a standard taper as exists for most tungsten electrode types. The taper is approximately the midpoint of what is possible to provide a good balance between arc geometry and arc stability while minimizing the possibilities of tungsten inclusion into the weld. Penetration is good and the heat-affected zone is relatively wide, but not as wide as with blunter points.
- 30° Truncated: This grind type offers a medium-tapered angle with the very tip of the point ground flat. This provides the benefits of 30-degree tapers while enhancing the heat resistance to something approximating that of blunter angles. However, the extra machining can cause the arc to wander if the flat tip isn’t precisely perpendicular to the shaft. If the machining is coarse, it can also increase the possibility of tungsten inclusions.
- 15° Point: This sharp tungsten grind angle is about as narrow as tungsten can be ground without causing serious issues such as splitting and spitting. Penetration is good for the level of amperage used. However, it is a sharp point and the amount of amperage that this tungsten grind angle can manage before spitting begins is limited, so it works best at low amperages.
The tungsten grind angle used by a welder will vary according to the preference of the individual welder and what they feel comfortable working with. Orbital welding, however, is a mechanized welding process that moves at a predictable speed and depends on a precisely ground tungsten electrode in order to weld predictably.
The Best Tungsten Angle for Orbital Welding
It might come as a surprise to most that are familiar with manual GTAW welding that the best tungsten grind angle for orbital welding is a sharp one. Approximately 18 to 20 degrees is the optimal tungsten grind angle for use in orbital welding butt joints. Other tungsten grind angles may perform better in deep fillet welds and outside corners, but for the majority of orbital welds, this sharp grind angle offers deep penetration while keeping amperages low and the heat-affected zones narrow. A blunter tip would allow for deeper penetration, but would also expand the heat-affected area into the sidewalls surrounding the weld. The increased amperage used to attain this penetration with a wider tungsten tip angle runs the risk of overheating the workpiece and causing distortions or even burn-through.
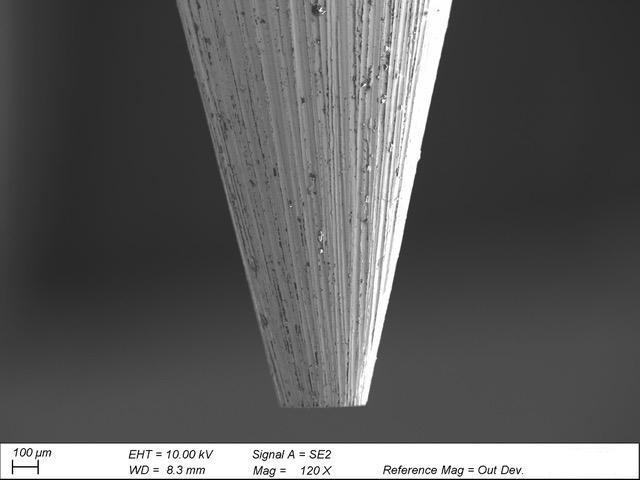
A precision-ground flat tip on the very end of a tungsten electrode also helps to minimize the risks posed by welding with high amperages.
The risk of tungsten inclusions that a sharp tungsten grind angle brings can be mitigated by quality grinding. A high-quality tungsten electrode ground using computer numerically controlled (CNC) machining will have a smoother tip, with few, if any, burrs. A precision-ground flat tip on the very end also helps to minimize the risks posed by welding with high amperages. Alloying the tungsten with other agents like thorium, cerium, or lanthanum oxides can make the tungsten more resistant to heat and can also give the tungsten other properties that may make it more suited to a particular application. However, it should be noted that these alloying agents become a dynamic element within the tungsten when current is applied. Oxides of these elements will form and migrate from cooler zones of the tungsten toward the hotter tip, and this will subtly change the properties of the tungsten electrode as it is used.
For this reason, it’s important that a quality tungsten electrode is used when orbital welding; it should have an even distribution and density of these alloying agents. This will help to ensure even migration of oxides when welding and consistent electrode performance. A high-quality tungsten electrode will also have a very precisely machined tip to prevent tungsten inclusions and avoid creating a large surface area that oxides can evaporate through and shorten electrode life. Just as important as choosing an optimum tungsten grind angle for orbital welding is choosing a quality electrode that supports that grind angle.
Arc Machines, Inc. is an industry leader in orbital welding machines that provides high-quality pre-ground tungsten electrodes to support high-spec orbital welding. For inquiries regarding products, contact sales@arcmachines.com. For service inquiries, contact service@arcmachines.com. Arc Machines welcomes the opportunity to discuss your specific needs. Contact us to arrange a meeting.