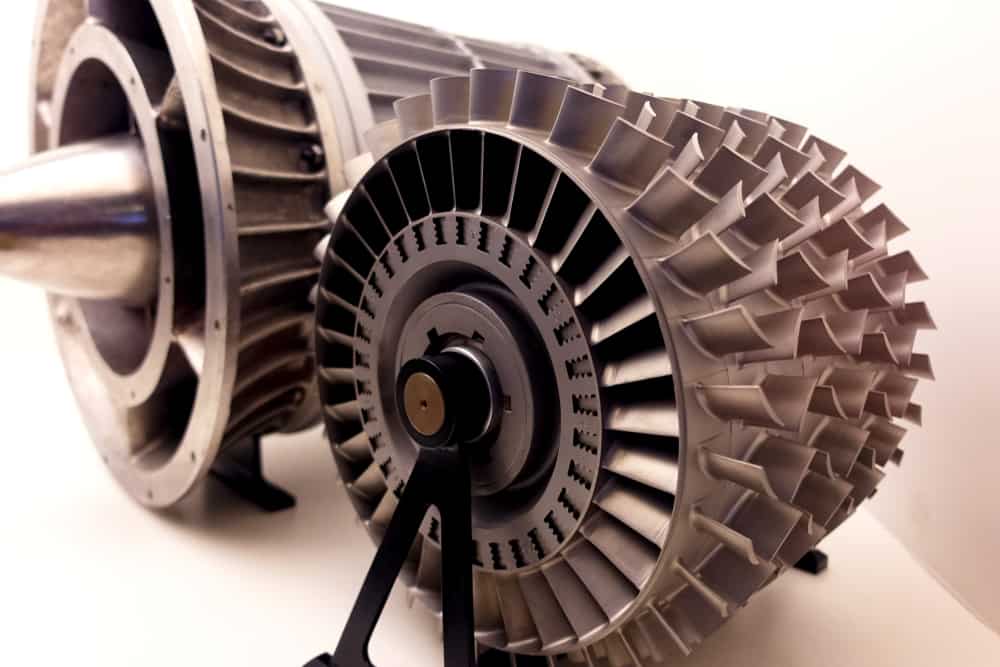
Most nickel-based superalloys combine nickel with other metallic or non-metallic alloying elements such as iron (Fe), cobalt (Co), chromium (Cr), molybdenum (Mo), tungsten (W), aluminum (Al), titanium (Ti), carbon (C), niobium (Nb), and more. Nickel-based alloys can either be solid solution strengthened or precipitate strengthened. The solid solution strengthened sheet alloys such as Hastelloy X are generally used for moderate strength applications and have Cr, Mo, W, and Fe as alloying elements. The primarily used precipitate strengthened Ni-based alloys have Ti and Al as essential solutes with 10-20% Cr content and small amounts of Zr, C, Mo, B, and W.
To ensure pipe welding consistency, operators should weld continuously around the pipe with controlled arc, feed, heat input, and speed. However, even for welders with years of experience, “human error” is possible. Additionally, large-diameter, thick-wall piping is impossible to weld in one continuous pass. Resulting inconsistencies can give rise to weld defects such as lack of penetration, inclusions, cracks, porosity, undercutting, splattering, and more. Factors that contribute to manual pipe welding challenges include: